









Pulverzufuhrdüse
1. Dräi-/Véier-Koaxial-Pulverzufuhrdüse: De Pulver gëtt direkt vun der Dräi-/Véier-Düse ausgeginn, ass op engem Punkt konvergéiert, de Konvergenzpunkt ass kleng, d'Pulverrichtung gëtt manner vun der Schwéierkraaft beaflosst, an d'Richtungsfäegkeet ass gutt, gëeegent fir dräidimensional Laserrestauratioun an 3D-Drock.
2. Ringfërmeg koaxial Pulverzufuhrdüse: De Pulver gëtt iwwer dräi oder véier Kanäl agefouert, an no der interner Homogeniséierungsbehandlung gëtt de Pulver an engem Rank erausginn a konvergéiert. De Konvergenzpunkt ass relativ grouss, awer méi gläichméisseg, an ass besser geegent fir Laserschmëlzung mat grousse Punkten. Et ass gëeegent fir Laserverkleedung mat engem Schréiegtwénkel bannent 30°.
3. Säitlech Pulverzufuhrdüs: einfach Struktur, niddreg Käschten, praktesch Installatioun an Astellung; den Ofstand tëscht de Pulverausgäng ass grouss, an d'Kontrollbarkeet vu Pulver a Liicht ass besser. Wéi och ëmmer, de Laserstrahl an d'Pulverzufuhr sinn asymmetresch, an d'Scanrichtung ass limitéiert, sou datt et keng eenheetlech Verkleedungsschicht an iergendenger Richtung generéiere kann, dofir ass et net gëeegent fir 3D-Verkleedung.
4. Staaffërmeg Pulverzufuhrdüse: Pulverzufuhr op béide Säiten, no der Homogeniséierungsbehandlung vum Pulverausgangsmodul, gëtt de staaffërmege Pulver ausginn, an op enger Plaz gesammelt fir e 16mm*3mm (personaliséierbar) sträiffërmege Pulverfleck ze bilden, an deen entspriechenden D'Kombinatioun vu sträiffërmege Punkten kann eng groussformateg Laseroberflächenreparatur realiséieren an d'Effizienz däitlech verbesseren.
Pulverzufuhrer
Duebelfässer Pulverfeeder Haaptparameter
Pulverzuchsmodell: EMP-PF-2-1
Pulverzufuhrzylinder: Duebelzylinder-Pulverzufuhr, PLC-onofhängeg kontrolléierbar
Kontrollmodus: séieren Ëmschalten tëscht Debugging- a Produktiounsmodus
Dimensiounen: 600mmX500mmX1450mm (Längt, Breet an Héicht)
Spannung: 220VAC, 50HZ;
Leeschtung: ≤1kw
Sendbar Pulverpartikelgréisst: 20-200μm
Pulverzufuhrscheiwengeschwindegkeet: 0-20 rpm stuplos Geschwindegkeetsreguléierung;
Widderhuelungsgenauegkeet vum Pulverzufuhr: <±2%;
Noutwendeg Gasquell: Stéckstoff/Argon
Anerer: D'Operatiounsinterface kann no Ufuerderunge personaliséiert ginn


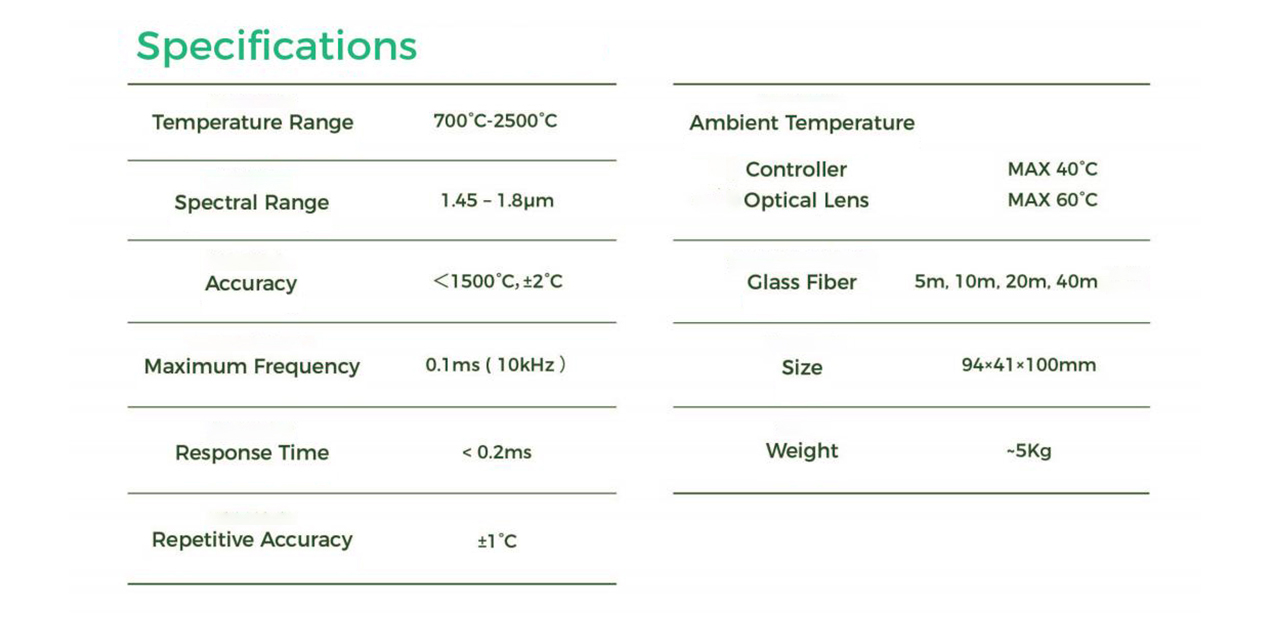
Laserpyrometer
Geschlossene Temperaturregelung, wéi Laserhärtung, Verkleedung a Uewerflächenbehandlung, kann d'Härtungstemperatur vu Kanten, Virspréng oder Lächer präzis erhalen.
Den Testtemperaturberäich läit tëscht 700 ℃ an 2500 ℃.
Zougemaachte Schleifkontroll, bis zu 10 kHz.
Leistungsstark Softwarepakete fir
Prozessopbau, Visualiséierung a
Datenspeicherung.
Industriell L/O-Terminaler mat 24V digitalen an analogen 0-10V L/O fir d'Automatiséierungslinn
Integratioun a Laserverbindung.
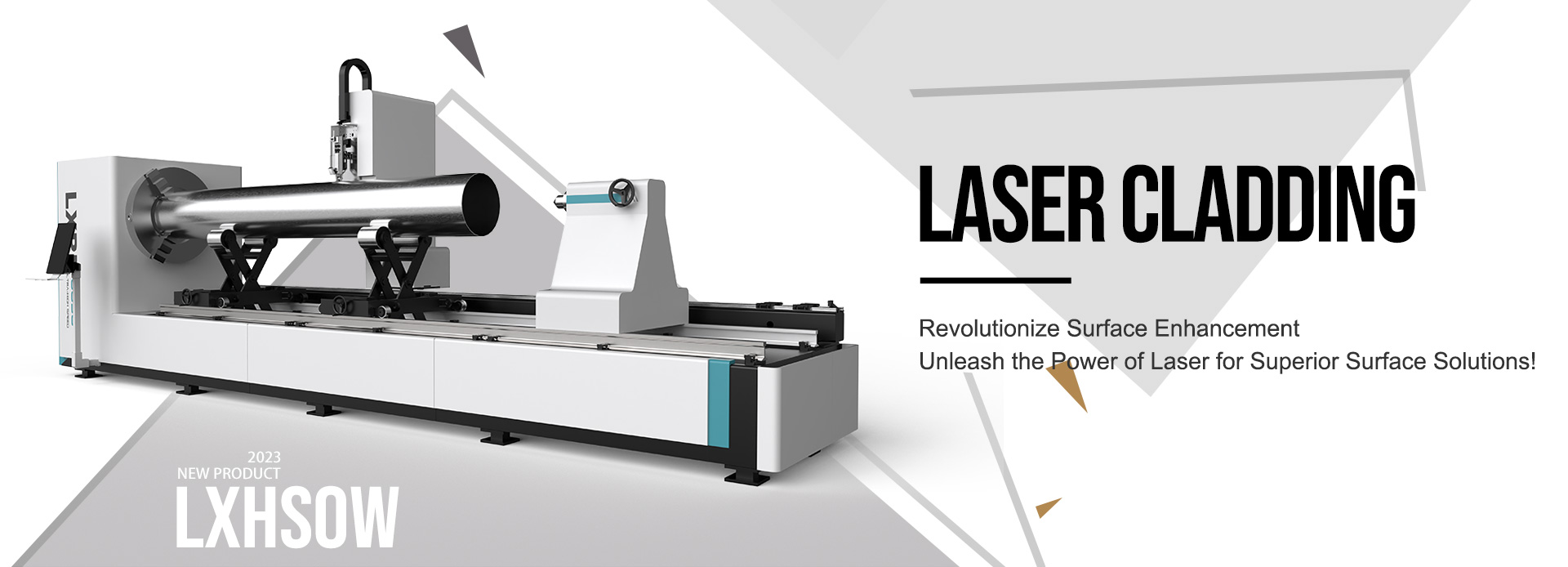
Virdeeler vun der Laserverkleedung


Laserverkleedungsapplikatiounen
● An der Automobilindustrie, wéi zum Beispill Motorventiller, Zylinderrillen, Zännrieder, Auspuffventilsëtzer a verschidden Deeler, déi eng héich Verschleißbeständegkeet, Hëtzebeständegkeet a Korrosiounsbeständegkeet erfuerderen;
● An der Loftfaartindustrie ginn e puer Legierungspulver op d'Uewerfläch vun Titanlegierungen ugestrach, fir de Problem vun Titanlegierungen ze léisen. Nodeeler vun engem groussen Reibungskoeffizient a schlechter Verschleißbeständegkeet;
● Nodeem d'Uewerfläch vun der Form an der Formindustrie mat Laserverkleedung behandelt gouf, gi seng Uewerflächenhäert, Verschleißbeständegkeet a Héichtemperaturbeständegkeet däitlech verbessert;
●D'Uwendung vu Laserverkleedung fir Rollen an der Stolindustrie ass ganz verbreet ginn.
Parameter
Funktionsprinzip vun der Laserverkleedung
Indem Verkleedungsmaterialien op der Uewerfläch vum Substrat bäigefüügt ginn an en mat der dënner Schicht op der Substratoberfläche mat engem Laserstrahl mat héijer Energiedicht zesummegeschmëlzt ginn, gëtt eng metallurgesch gebonnen Verkleedungsschicht op der Uewerfläch vum Substrat geformt.
Mir mussen et wëssen
Wann Dir wësse wëllt, ob Laserverkleedung fir Iech gëeegent ass, musst Dir déi folgend Punkte soen:
1. Aus wéi engem Material ass Äert Produkt gemaach; wéi e Material brauch Verkleedung;
2. D'Form a Gréisst vum Produkt, et ass am beschten Fotoen ze liwweren;
3. Är spezifesch Veraarbechtungsufuerderungen: Veraarbechtungspositioun, Breet, Déckt a Produktleistung no der Veraarbechtung;
4. Braucht Veraarbechtungseffizienz;
5. Wat ass d'Käschtefuerderung?
6. Den Typ vum Laser (optesch Faser oder Hallefleeder), wéi vill Leeschtung, an déi gewënschte Fokusgréisst; ob et sech ëm e Stützroboter oder eng Maschinn handelt;
7. Sidd Dir mam Laser-Cladding-Prozess vertraut a braucht Dir techneschen Support?
8. Gëtt et eng präzis Ufuerderung fir d'Gewiicht vum Laserbeschichtungskopf (besonnesch d'Laascht vum Roboter soll berécksiichtegt ginn wann de Roboter ënnerstëtzt gëtt);
9. Wat ass d'Liwwerzäitufuerderung?
10. Braucht Dir Korrektur (Ënnerstëtzungskorrektur)?







