





Fonctiounen
• Komplett aus Stahl geschweißte Struktur, mat ausreechender Stäerkt a Steifheet;
• Hydraulesch Ofstuerzstruktur, zouverlässeg a glat;
• Mechanesch Stoppeenheet, synchrones Dréimoment a héich Präzisioun;
• Den Hanneranlass benotzt de Hanneranlassmechanismus vun der T-Typ Schrauf mat glatter Staang, déi vun engem Motor ugedriwwe gëtt;
• Iewescht Geschir mat Spannungsausgläichsmechanismus, fir eng héich Präzisioun beim Béien ze garantéieren
CNC-System
1. Déi nei Kompaktmaschinn füügt eng modern CompleteTouch-Kontrollléisung fir synchroniséiert Kantpressen bäi.
2. Dës Panel-baséiert Steierung, déi standardméisseg bis zu 4 Achsen steiere kann, kann a Schränke souwéi an engem optionalen Pendelarmgehäuse integréiert ginn.
3. D'Maschinnjustéierung an d'Testbiegunge ginn op e Minimum reduzéiert mat enger schneller an einfacher Programm-zu-Produktiouns-Aarbechtssequenz.


Schnellklemm fir iewescht Tools
· D'Spannvorrichtung vum ieweschten Tool ass eng séier Spannung
Multi-V-Klemm fir d'Ënnerform (Optioun)
·Multi-V-Ënnerform mat verschiddenen Ëffnungen


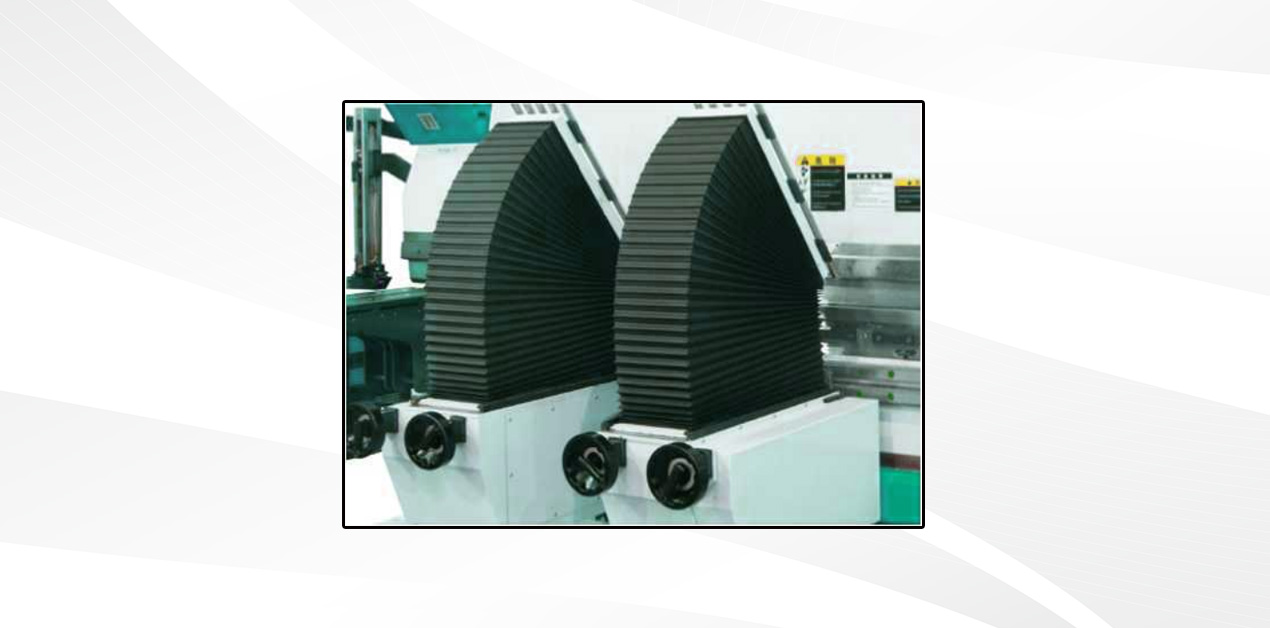
Réckansatz
· Kugelschrauf/Folie-Féierung si vun héijer Präzisioun
Frontënnerstëtzung
· Plattform aus Aluminiumlegierung, attraktivt Ausgesinn,
A reduzéiert Kratzer um Aarbechtsplatz.


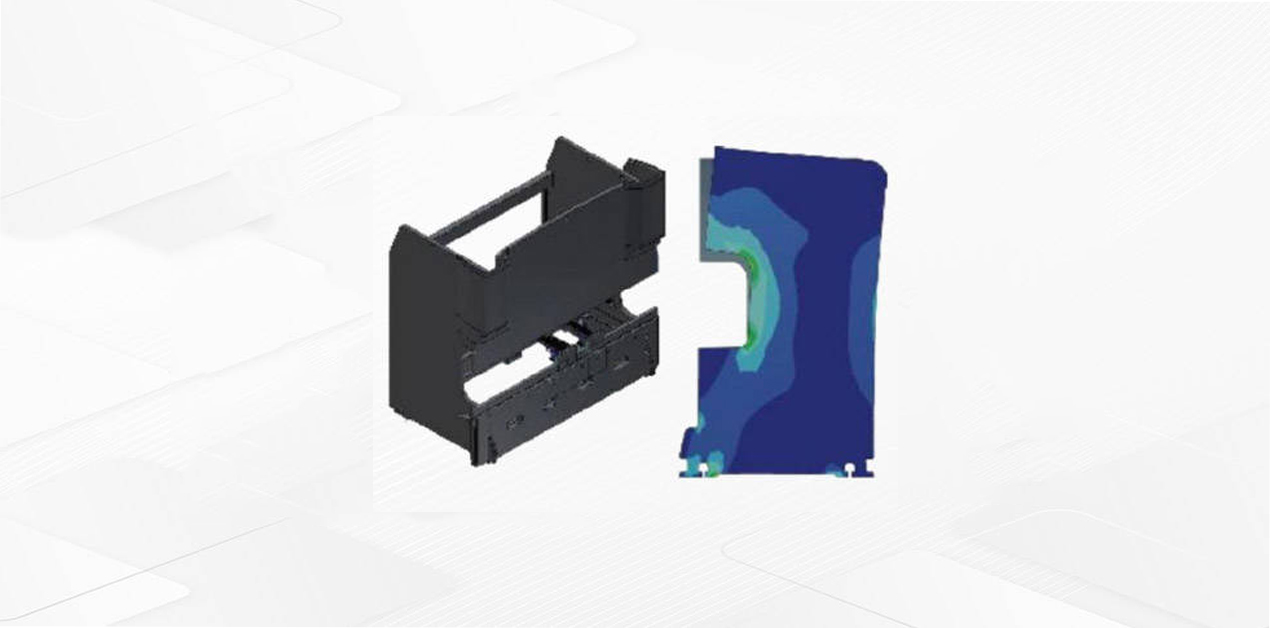
Optional Krounentschädigung fir Aarbechtsdësch
· E konvexe Keil besteet aus enger Rei vu konvexe schréie Keile mat enger ofgeschrägter Uewerfläch. All erausstehenden Keil gëtt duerch Finite-Element-Analyse no der Oflenkungskurve vun der Schlitt an dem Aarbechtsdësch konzipéiert.
·Den CNC-Steierungssystem berechent déi néideg Kompensatioun op Basis vun der Belaaschtungskraaft. Dës Kraaft verursaacht eng Oflenkung an Deformatioun vun de vertikale Placke vun der Schlitt an dem Dësch. An et kontrolléiert automatesch déi relativ Bewegung vum konvexe Keil, fir d'Oflenkungsdeformatioun, déi duerch d'Schlitt an den Dëschhiewer verursaacht gëtt, effektiv ze kompenséieren an dat ideal Béiwierkstéck ze kréien.
Schnellwiessel-Bottomm-Dës
· Benotzt eng 2-V Schnellwiesselklemmung fir d'Ënnerform

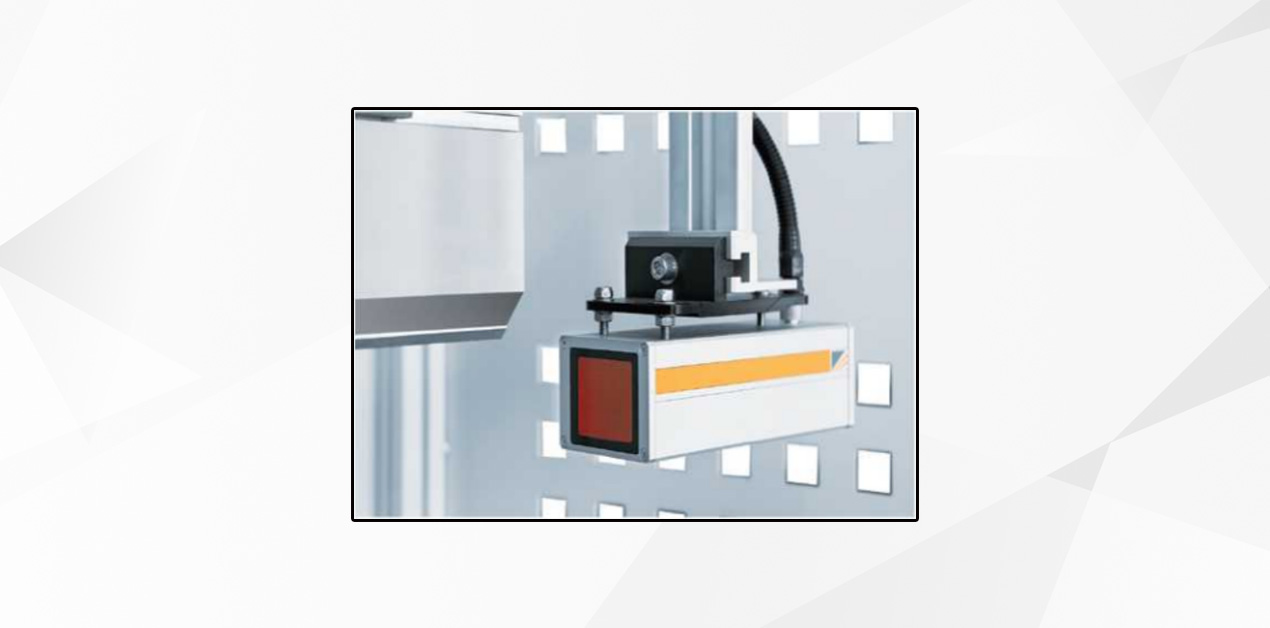
Lasersafe Sécherheetsschutz
·Lasersafe PSC-OHS Sécherheetsschutz, Kommunikatioun tëscht CNC-Steierung a Sécherheetssteierungsmodul
· Duebele Schutzbalken sinn op engem Punkt ënner 4 mm ënner der Spëtzt vum ieweschten Tool ze fannen, fir d'Fanger vum Bedreiwer ze schützen; dräi Regiounen (vir, Mëtt a richteg) vum Leaser kënnen flexibel zougemaach ginn, fir eng komplex Këschtbéiveraarbechtung ze garantéieren; de Stummpunkt ass 6 mm, fir eng effizient a sécher Produktioun ze realiséieren.
Hëllef beim mechanesche Servo-Béien
· Wann d'Markéierungsbéi-Ënnerstëtzungsplack d'Funktioun vum Dréie vum Following realiséiere kann, ginn de Following-Wénkel an d'Geschwindegkeet vum CNC-Controller berechent a kontrolléiert, beweegt sech laanscht d'linear Féierung no lénks a riets.
· D'Héicht no uewen an no ënnen manuell astellen, vir an hannen kënnen och manuell ugepasst ginn, fir un déi verschidden Ëffnungen vun der ënneschter Form ze passen
· D'Ënnerstëtzungsplattform kann aus Bürsten oder Edelstahlrouer sinn, jee no Gréisst vum Werkstéck kënnen zwou Ënnerstëtzungsgelenkbeweegungen oder separat Bewegung gewielt ginn.
Haapt technesch Parameteren
| Maschinnmodell | WE67K-220T6000 | |
| Nominalen Drock | 2200 kN | |
| Biegelängt | 6000 mm | |
| Distanz tëscht de Kolonnen | 1990 mm | |
| Halsdéift | 320 mm | |
| Öffnungshéicht | 350 mm | |
| MAX Drock vum System | 22 MPa | |
| Lafzoustand vum Rutsch | beweeglech Rees/Schlaganfall | 200mm |
| séier erofgeschwindegkeet | 180mm/s | |
| Réckreesgeschwindegkeet | 110mm/s | |
| Aarbechtsgeschwindegkeet | 10mm/s | |
| Präzisioun vum Rutschlaf | Positiounsgenauegkeet | ±0,03 mm |
| Widderhuelungspositiounsgenauegkeet | ±0,02 mm | |
| Haaptmotorleistung | Kraaft | 11 kW |
| Rotatiounsgeschwindegkeet | 1440 U/Min | |
| Betribssystem | Modell | DA53T |
| Uelegpompel | Modell | Sonneg USA |
| Biegepräzisioun | Wénkel | ±30 |
| Geriichtheet | ±0,7 mm/m | |
| Spannung | 220/380/420/660V | |

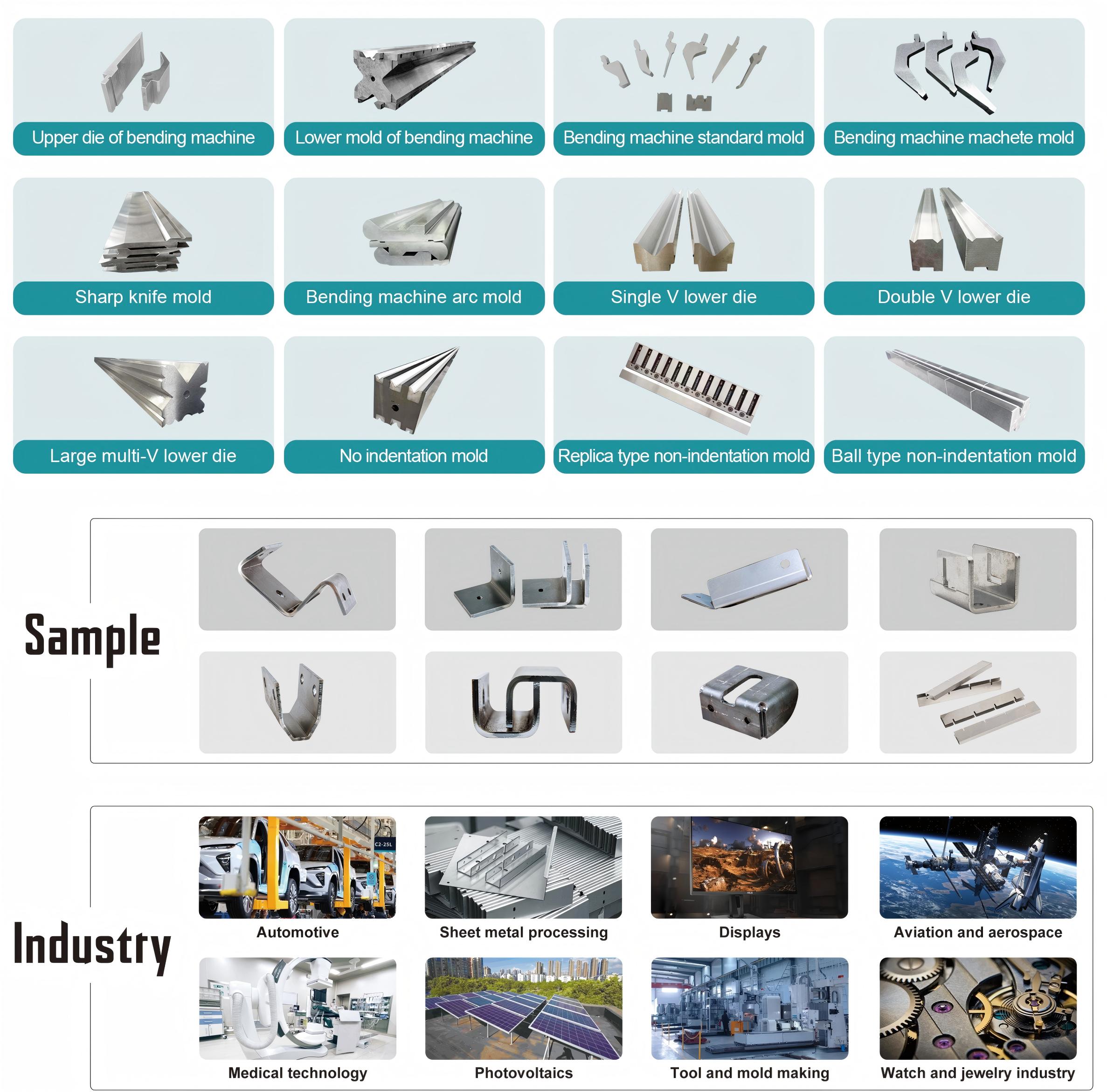
Beispiller
Verpackung

Fabréck

Eise Service
Clientbesuch

Offline Aktivitéit

FAQ
Q: Hutt Dir CE-Dokument an aner Dokumenter fir d'Douaneklaratioun?
A: Jo, mir hunn CE, bidden Iech en One-Stop-Service.
Mir weisen Iech d'Produkt fir d'éischt a nom Versand kréie mir Iech d'CE/Packlëscht/Geschäftsrechnung/Verkafsvertrag fir d'Douaneklärung.
A: Kënnt Dir mir Är Materialien soen: cs oder ss an hir Déckt? An déi gréisst Biegbreet? Dann bestätegen ech de Maschinnemodell fir Iech.
-

Esp65-2500 Héicheffizient CNC Vollelektresch S...
-

Edelstahlblech-Klappmaschinn fir effizient ...
-

CNC voll elektresch Servo Biegemaschinn reng el ...
-

LX-1030 CNC Stahlblechblech Vollelektresch ...
-

WG67K-30T1600 Effizient Metallbéimaschinn fir ...
-

WE67K-100T2500 Jinan Lxshow personaliséiert Biegemaschinn ...











